



FTA merupakan metode untuk mengidentifikasi dan mengevaluasi hubungan antara faktor penyebab kegagalan yang mengacu pada kegagalan atau keadaan yang tidak diinginkan dalam bentuk pohon kesalahan (Kartikasari dan Romadhon, 2019).
Metode FTA sudah terbukti secara ilmiah yang memodelkan interaksi sistem yang kompleks dalam model visual. Keuntungan menggunakan metode FTA yakni adanya model visual maka dapat lebih mudah dibaca.
Dalam FTA terdapat gambaran logis dan sistematis dari seluruh penyebab langsung dan dasar yang mengarah pada peristiwa puncak sebagai peristiwa yang tidak diinginkan akan digambarkan dengan jelas (Shafiee et al., 2019).
Kelebihan dari metode FTA adalah metode dianggap paling efektif untuk menganalisis sistem yang kompleks dengan beberapa penyebab kegagalan yang teridentifikasi dengan baik.
Analisis dilakukan dari perisitiwa puncak (top event) kemudian mengidentifikasi penyebab dengan menentukan hubungan logis antara penyebab dengan peristiwa puncak (Pahasupanan et al., 2021).
Penggunaan FTA dinilai sangat efektif, dimana faktor kegagalan bisa diketahui sehingga potensi kegagalan dapat diatasi dengan melakukan kegiatan pencegahan (Ariyanti et al., 2021).
Baca juga: Belajar dengan Efektif Melalui Metode Jigsaw
Kelemahan metode FTA adalah dibutuhkan pemahaman lebih terhadap simbol-simbol logika dalam penguraian penyebab top event (Pratama dan Suhartini, 2019).
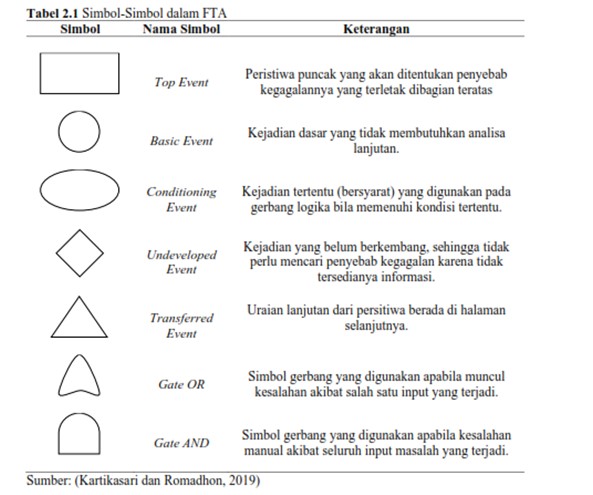
Keunikan dari FTA adalah menggunakan beberapa simbol logika yang terdiri dari gerbang AND dan OR dalam memecahkan penyebab top event hingga diketahui akar permasalahan.
Gerbang AND merupakan kondisi dimana kejadian diatasnya dapat terjadi apabila seluruh kejadian dibawahnya terjadi. Gerbang OR merupakan kondisi dimana kejadian diatasnya dapat terjadi apabila salah satu kejadian dibawahnya terjadi (Krisnaningsih et al., 2021)
FTA adalah metode analisa logika yang menggunakan simbol untuk menggambarkan hubungan antara top event dengan basic event.
Top event merupakan kejadian puncak yang terjadi sedangkan basic event merupakan akar kejadian yang menyebabkan terjadinya top event.
Top event adalah bagian atas dari FTA yang merupakan kejadian yang paling tidak diinginkan yang akan diidentifikasi penyebabnya (Sakti, 2021).
Baca juga: Analisis Bahasa Tubuh dan Peninjauan Lokasi dalam Presentasi Bisnis
Menurut Suliantoro et al. (2018), adapun tahapan metode FTA sebagai berikut:
- Mengidentifikasi top event
Pada tahapan ini mengidentifikasi adanya kegagalan yang terjadi berdasarkan kondisi aktual untuk memperoleh top event lalu dianalisis lebih lanjut secara merinci untuk mengetahui penyebab kegagalan hingga pada kegagalan dasar (basic event). - Membuat pohon kesalahan menggunakan simbol-simbol FTA
Pada tahapan ini dilakukan penggambaran model grafis diagram pohon kesalahan dengan menunjukkan bagaimana top event dapat terjadi dalam bentuk simbol-simbol logika, sehingga jejak kegagalan dapat terlihat. - Analisa kualitatif
Tahapan ini dilakukan melalui penentuan minimal cut set. Cut set merupakan kombinasi dari beberapa basic event, apabila seluruh basic event terjadi akan menyebabkan top event terjadi. Minimal cut set adalah bentuk kombinasi peristiwa paling kecil yang menyebabkan terjadinya top event dengan menggunakan aljabar Boolean untuk penyederhanaan rangkaian logika rumit menjadi lebih sederhana. - Analisa Kuantitatif
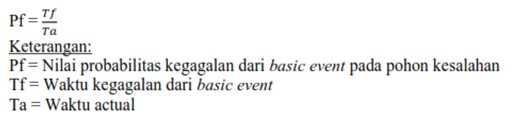
Tahapan ini dilakukan perhitungan nilai probabilitas dari peristiwa yang akan dianalisis, sehingga dapat diketahui kemungkinan terjadinya kegagalan pada sistem dengan menggunakan perhitungan Aljabar Boolean. Rumus perhitungan probabilitas sebagai berikut (Safariana et al., 2016) :

- Menganalisa pohon kesalahan
Pada tahapan ini dilakukan untuk mendapatkan informasi yang jelas mengenai penyebab kegagalan dan perbaikan yang perlu dilakukan.
Baca juga: Mahasiswa USU Analisis Manfaat PLN Mobile di ULP Medan Baru
Metode FTA memiliki simbol event yang sering digunakan, diantaranya yakni simbol lingkaran sebagai basic event (dasar kesalahan) dan persegi panjang (top event) sebagai peristiwa teratas yang paling tidak diinginkan oleh sistem (Dong et al., 2020). Adapun simbol-simbol yang digunakan dalam metode FTA dapat dilihat pada Tabel 2.1.

Contoh studi kasus menggunakan metode FTA kali ini yakni pada proses pengemasan minuman sari apel yang menggunakan mesin filling cup sealer 2 line.
Kemasan minuman sari apel menggunakan cup plastik berukuran 120ml. Permasalahan yang ditemukan adalah adanya produk cacat selama proses pengemasan.
Jenis cacat yang ditemukan adalah cacat lid dan cacat volume. Cacat lid disebabkan oleh terjadinya kebocoran karena lid (tutup kemasan) tidak merekat sempurna dan desain lid (tutup kemasan) miring.
Cacat volume (air kurang) disebabkan oleh kurangnya pengisian cairan minuman sari apel pada tangki mesin akibat human error.
Baca juga: Mahasiswa FISIP USU Analisis Strategi Pemasaran Produk Tabungan Smart pada Bank Sumut KC Binjai


(Sumber: Dokumentasi Penulis)
Penentuan Top Event
Top event atau peristiwa puncak yang dihindari pada proses produksi minuman sari apel adalah adanya cacat produk yang mengharuskan produk untuk dibuang.
Cacat produk yang disusun dalam pohon kesalahan disimbolkan dengan persegi dan diberi simbol huruf T (top event) yang ditempatkan pada bagian teratas sebagai peristiwa puncak pada sistem kegagalan.
Pohon kesalahan digambarkan secara merinci dari top event hingga basic event (peristiwa kegagalan dasar) yang diberi simbol huruf P.
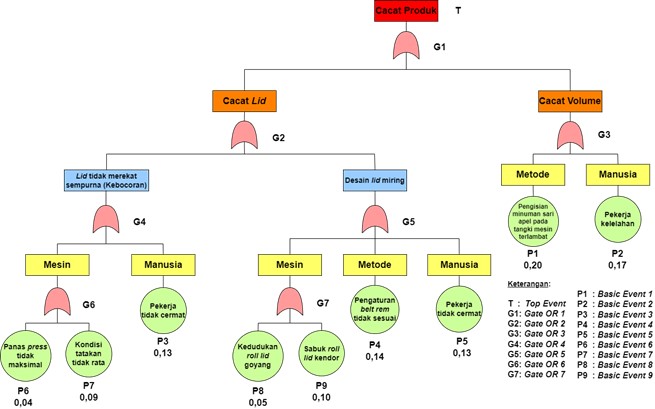
Penggambaran model grafis pohon kesalahan digambarkan menggunakan simbol-simbol logika FTA, yakni simbol event dan gate. Hasil analisa penyebab kegagalan dapat disusun dengan model grafis pohon kesalahan seperti yang terlihat pada Gambar 2.
(Sumber: Hasil Analisa Penulis)
Baca juga: Analisa Pemindahan Ibu Kota
Analisa Kualitatif FTA
Tujuan analisa kualitatif digunakan untuk mengetahui akar permasalahan dari penyebab kecacatan pada produk minuman sari apel.
Penentuan minimal cut set menggunakan Aljabar Boolean untuk simbol OR dihitung dengan penjumlahan (+) dan simbol AND dihitung dengan perkalian (x) (Putri dan Ngatilah, 2021). Perhitungan minimal cut set yang diperoleh dari pohon kesalahan Gambar 2. adalah sebagai berikut:
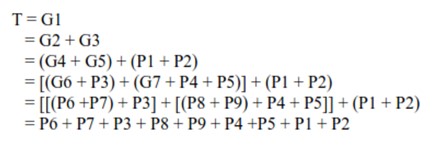

Minimal cut set yang didapat dari analisa kualitatif adalah {P6}, {P7}, {P3}, {P8}, {P9}, {P4}, {P5}, {P1}, {P2}. Basic event yang diperoleh dari penentuan minimal cut set yang dapat menyebabkan adanya kecacatan pada produk minuman sari apel adalah panas press tidak maksimal, kondisi tatakan tidak rata, pekerja tidak cermat, kedudukan roll lid goyang, sabuk roll lid kendor, pengaturan belt rem tidak sesuai, pengisian minuman sari apel pada tangki terlambat dan pekerja kelelahan.
Analisa Kuantitatif FTA
Tujuan Analisa kuantitatif digunakan untuk menghitung probabilitas kegagalan dari setiap basic event. Menurut Widyaningsih (2021), bahwa nilai probabilitas berada diantara 0 hingga 1, nilai probabilitas 1 mewakili suatu peristiwa yang pasti terjadi dan probablitas 0 mewakili suatu peristiwa yang tidak bisa terjadi.
Nilai probabilitas yang semakin mendekati angka 1, maka peristiwa kegagalan akan terjadi dan apabila nilai probabilitas yang semakin mendekati angka 0, maka peristiwa kegagalan tidak mungkin terjadi.
Baca juga: Inovasi dalam Dunia Pendidikan
Perhitungan probabilitas basic event yang diperoleh dari pohon kesalahan Gambar 2., maka nilai probabilitas basic event dari top event (T) adalah:


Probabilitas cacat produk adalah adalah 1,05. Angka ini menunjukkan probabilitas peristiwa kegagalan cacat produk minuman sari apel melebihi angka 1, maka peristiwa tersebut semakin beresiko terjadi sehingga perlu dilakukan perbaikan.
Hal ini sesuai dengan pernyataan Utami dan Hariastuti (2016), bahwa apabila nilai probabilitas semakin mendekati angka 1, maka peristiwa kegagalan semakin beresiko terjadi dan apabila mendekati angka 0 maka peristiwa kegagalan semakin rendah terjadi.
Basic event yang memiliki nilai probabilitas tertinggi adalah pengisian minuman sari apel pada tangki terlambat (P1) sebesar 0,20 sedangkan yang terendah adalah panas press tidak maksimal (P6) sebesar 0,04.
Angka ini menunjukkan presentase peristiwa pengisian minuman sari apel pada tangki terlambat (P1) sebesar 20%, sedangkan peristiwa panas press tidak maksimal (P6) sebesar 4%.
Hasil Analisa Pohon Kesalahan (Fault Tree)
Hasil analisa yang telah diperoleh dengan menggunakan FTA pada Gambar 2. dimana cacat produk sebagai top event, terdapat 7 gate yang menghubungkan ke peristiwa dasar (basic event) serta terdapat 9 basic event.
Basic event dalam kejadian cacat produk minuman sari apel adalah panas press tidak maksimal, kondisi tatakan tidak rata, pegawai tidak cermat, kedudukan roll lid goyang, sabuk roll lid kendor, pengaturan belt rem tidak sesuai, pengisian minuman sari apel pada tangki terlambat, dan pegawai kelelahan.
Pada gambar pohon kesalahan faktor permasalahan dari produk cacat lid dan cacat volume minuman sari apel disebabkan oleh faktor mesin, metode dan manusia.
Baca juga: Analisis Dampak New Normal terhadap Ekonomi dan Politik
Lid Tidak Merekat Sempurna
- Mesin
Mesin menjadi salah satu faktor yang sangat penting karena menjadi alat bantu utama dalam kegiatan proses pembuatan minuman sari apel.
Penyebab kegagalan terjadinya lid tidak merekat sempurna yakni karena panas press tidak maksimal dan kondisi tatakan masih tidak rata.
Hubungan kedua faktor ini digambarkan dengan simbol Gate OR berarti peristiwa lid tidak merekat sempurna yang disebabkan oleh faktor mesin akan terjadi apabila salah satu faktor terjadi yaitu; panas press tidak maksimal dan kondisi tatakan masih tidak rata.
Kegagalan dari faktor mesin dikarenakan suhu yang digunakan pada mesin sealer adalah 224oC pada pengaturan awal menjadi 200oC.
Penurunan suhu terjadi karena pengepresan yang dilakukan secara berulang menyebabkan adanya kotoran menempel pada bibir tatakan. Kotoran yang menempel menyebabkan panas yang dihantarkan kurang sempurna sehingga lid rawan mengelupas dan lid kurang merekat.
Permukaan tatakan yang kotor disebabkan oleh tingginya tingkat produksi yang mengharuskan mesin terus beroperasi dan pengamplasan tidak terjadwal.
Kapabilitas suatu mesin dapat menurun apabila kurangnya perawatan intensif yang dilakukan, maka diperlukan kegiatan perawatan secara rutin terhadap mesin filling cup sealer 2 line.
Hal ini sesuai dengan pernyataan Jatira dan Abdulah (2021), bahwa perawatan merupakan suatu kegiatan untuk memelihara, dan memperbaiki suatu mesin hingga pada suatu kondisi tertentu yang dapat diterima.
Perawatan perlu dilakukan karena bertujuan untuk menjamin seluruh mesin selalu dalam keadaan siap pakai dengan optimal.
Baca juga: Mahasiswa FISIP USU Analisis Strategi Pemasaran Produk Tabungan Smart pada Bank Sumut KC Binjai
- Manusia
Manusia merupakan pelaku utama selama proses produksi sebagai pekerja. Kegagalan lid tidak merekat sempurna disebabkan adanya pekerja yang tidak cermat. Pekerja dikatakan tidak cermat karena kurangnya sikap teliti, hati-hati, sungguh-sungguh dalam melakukan pekerjaan.
Pentingnya memiliki jiwa disiplin dalam bekerja juga diperlukan karena pekerja yang tidak disiplin menunjukkan bahwa kurangnya kesadaran diri dalam bertanggung jawab atas pekerjaanya.
Hal ini sesuai dengan pernyataan Lubis dan Jaya (2021), disiplin kerja merupakan sikap rasa hormat yang ada dalam diri pekerja terhadap peraturan dan ketetapan suatu perusahaan.
Peraturan dan ketetapan perusahaan yang diabaikan oleh pekerja menunjukkan bahwa sikap disiplin pekerja kurang baik.
Pekerja dikatakan lalai karena tidak mengawasi pekerjaan yang menjadi tanggung jawabnya dengan tepat dan tidak mengindahkan kewajiban pekerjaannya (Sejati dan Hum, 2018).
Hal ini sesuai karena selama proses produksi masih ditemukan pekerja yang lalai terhadap pekerjannya, sehingga pekerja yang tidak disiplin dan lalai seharusnya diberikan peringatan langsung oleh pemilik agar proses produksi minuman sari apel dapat berjalan dengan optimal.
Desain Lid Miring
- Mesin
Roll lid merupakan wadah penggulung lid atau penutup plastik kemasan cup. Kedudukan roll lid goyang dan sabuk roll lid kendor menyebabkan desain lid miring.
Hubungan kedua faktor ini digambarkan dengan simbol Gate OR berarti peristiwa desain lid miring yang disebabkan oleh faktor mesin akan terjadi apabila salah satu faktor terjadi yaitu; kedudukan roll lid goyang dan sabuk roll lid kendor.
Roll lid goyang dikarenakan getaran mesin yang dihasilkan setiap proses produksi berlangsung sehingga baut penyetelan kedudukan roll lid kendor. Perawatan mesin yang tidak teratur pada mesin filling sealer cup 2 line menyebabkan kinerja mesin kurang maksimal.
Sabuk roll lid kendor dikarenakan kesalahan dalam pengaturan kekencangan sabuk sehingga posisi roll lid tidak pas dengan mesin pengepres sehingga lid tercetak miring.
Hal ini sesuai dengan pernyataan (Munir, 2021) bahwa mesin yang digunakan selama proses harus baik dan terawat untuk menghasilkan kualitas produk yang sesuai dengan yang telah ditetapkan oleh perusahaan.
Upaya yang dapat dilakukan adalah meningkatkan ketelitian pekerja dengan mengganti peralatan yang sudah tidak sesuai standar yang dapat mengakibatkan pengaturan mesin kurang tepat.
- Metode
Metode kerja adalah suatu kegiatan yang dilakukan sesuai prosedur kerja yang telah ditetapkan. Penerapan metode yang tidak tepat mengakibatkan mesin tidak dapat bekerja secara optimal.
Penyebab cacat desain lid miring karena pengaturan belt rem tidak sesuai yang dilakukan secara manual oleh pekerja menggunakan obeng untuk mengatur kekencangan belt rem agar tidak mengakibatkan posisi lid terlalu maju atau mundur.
Penyebab terjadinya cacat karena metode karena belum adanya Standar Operasional Prosedur (SOP) yang tertulis. Peningkatan kinerja pekerja dapat dengan membuat pedoman seperti SOP.
Hal ini sesuai dengan pernyataan Suhada dan Rachmat (2012), apabila metode yang dilakukan pekerja tidak sesuai maka hasil akhir pun pasti akan salah atau cacat, sehingga diperlukan SOP sebagai panduan untuk memastikan kegiatan operasional berjalan dengan baik dan lancar.
- Manusia
Kegagalan akibat desain lid miring disebabkan adanya pekerja tidak cermat. Pekerja dikatakan tidak cermat karena kurangnya sikap teliti, hati-hati, sungguh-sungguh dalam melakukan pekerjaan. Kegagalan produksi yang disebabkan manusia cenderung lebih rentan terjadi.
Hal ini sesuai dengan pernyataan Elmas (2017), manusia sebagai pemeran utama penggerak kegiatan produksi yang dilakukan oleh suatu perusahaan, maka dapat dikatakan bahwa manusia menjadi salah satu faktor penyebab kegagalan produksi.
Pekerja yang memiliki sikap kurang disiplin mempengaruhi kelancaran pelaksanaan produksi. Hal ini sesuai dengan pernyataan Surajiyo et al., (2020), disiplin kerja adalah gambaran sikap mental pekerja dalam perbuatan individu berupa ketaatan terhadap peraturan yang berlaku pada perusahaan.
Pekerja yang tidak taat dengan ketetapan perusahaan akan menyebabkan kegagalan produksi dan menghasilkan kecacatan produk. Kelalaian terjadi karena pekerja tidak fokus terhadap pekerjaannya.
Menurut Kuncoro et al. (2018), kesalahan dalam pengaturan mesin disebabkan oleh pekerja yang lalai dalam menjalankan tugasnya dapat menghambat pencapaian tujuan perusahaan.
Baca juga: Analisis Faktor-Faktor yang Mempengaruhi Turnover Intention Karyawan PT. Bank Sumut
Kurang Isi atau Volume
- Metode
Kegagalan yang disebabkan kesalahan metode yang dilakukan yakni pengisian minuman sari apel pada tangki mesin terlambat.
Keterlambatan pengisian pada tangki mengharuskan pekerja untuk selalu memeriksa isi tangki mesin filling untuk memastikan cairan minuman sari apel dalam kondisi yang cukup (tidak kekurangan).
Fithri dan Chairunnisa (2019) dalam penelitiannya, faktor metode menjadi salah satu penyebab terjadinya kegagalan yang berdampak langsung pada produk, sehingga standar kualitas produk tidak terpenuhi berdasarkan ketetapan perusahaan karena ditemukan kecacatan pada produk akibat kesalahan prosedur.
- Manusia
Kegagalan kurang isi pada produk minuman sari apel disebabkan adanya pekerja kelelahan. Kelelahan yang dirasakan pekerja menyebabkan konsentrasi pekerja menurun.
Terjadinya kelelahan disebabkan oleh posisi pekerja yang tidak ergonomis, ketika pekerja dengan posisi membungkuk memindahkan cairan minuman sari apel dari dandang besar ke tangki mesin filling yang tinggi secara manual.
Menurut Sugiyono et al. (2018), rasa lelah dalam beraktivitas secara langsung menyebabkan performa bekerja terganggu. Kelelahan dapat disebabkan oleh desain kerja yang buruk sehingga menurunkan kapasitas kerja.
Pernyataan tersebut sesuai karena kelelahan terjadi saat pekerjaan yang dilakukan melebihi dari kapasitas atau kemampuan manusia sehingga terjadi kegagalan pada suatu proses.
Penulis: Ana Farah Diba
Mahasiswa Jurusan Teknologi Industri Pertanian, Universitas Brawijaya Malang
Editor: Imamah Khairunnisa
Bahasa: Rahmat Al Kafi
Referensi:
Ariyanti D, Subekti, A, Widiana DR. 2021. Analisis Bahaya pada Pekerjaan Rutin Di Bagian Produksi Menggunakan Metode HIRADC dengan Pendekatan FTA (Studi Kasus: Pabrik Arang). In Seminar K3 5(1): 1-3. DOI: http://dx.doi.org/10.30596%2Fjimb.v16i2.958.
Dong Y Zetian F, Stevan S, Siyu W, Xinxing L. 2020. Nutritional Quality and Safety Traceability System for China’s Leafy Vegetable Supply Chain Based on Fault Tree Analysis and QR Code. IEEE Access 8(1):161261–75. 25. DOI: https://doi.org/10.1109/ACCESS.2020.3019593.
Elmas MSH. 2017. Pengendalian Kualitas dengan Menggunakan Metode Statistical Quality Control (SQC) untuk Meminimumkan Produk Gagal pada Toko Roti Barokah Bakery. Wiga: Jurnal Penelitian Ilmu Ekonomi 7(1):15–22. DOI: https://doi.org/10.30741/wiga.v7i1.330.
Fithri P, Chairunnisa. 2019. Six Sigma Sebagai Alat Pengendalian Mutu Pada Hasil Produksi Kain Mentah PT Unitex, Tbk. Jurnal Teknik Industri 14(1): 43-52.
Jatira dan Abdulah A. 2021. Metode Perawatan dan Pemeliharaan Mesin. Qiara Media. Pasuruan.
Kartikasari V, Romadhon H. 2019. Analisa Pengendalian dan Perbaikan Kualitas Proses Pengalengan Ikan Tuna Menggunakan Metode Failure Mode and Effect Analysis (FMEA) dan Fault Tree Analysis (FTA) Studi Kasus di PT XXX Jawa Timur. Journal of Industrial View 1(1):1–10. DOI: https://doi.org/10.26905/2999.
Krisnaningsih E, Pugy G, Syams MFK. 2021. Usulan Perbaikan Kualitas dengan Menggunakan Metode FTA dan FMEA. Jurnal Intent 4(1):41–54.
Kuncoro DKR, Pratiwi PAN, Sukmono Y. 2018. Pengendalian Risiko Proses Produksi Crude Palm Oil dengan Metode Failure Mode And Effect Analysis (FMEA) dan Fault Tree Analysis (FTA). Jurnal Ilmiah Teknik Industri 1(1): 1-6.
Lubis MJ, Jaya I. 2021. Komitmen Membangun Pendidikan (Tinjauan Krisis Hingga Perbaikan Menurut Teori). CV Pusdikra Mitra Jaya. Medan.
Munir M. 2021. Analisis Risk Priority Number Cacat Produk Cup Air Mineral dengan Pendekatan Seven Tools di PT XYZ. Sketsa Bisnis 8(1): 63–71. DOI: https://doi.org/10.35891/jsb.v8i1.2438.
Pahasupanan T, Torpong K, Wirogana R, Surachai W, Nopagon U, Saksit I, Kowit S. 2021. Dust Explosion Risk Assessment of Extruded Food Production Process by Fault Tree Analysis. ACS Chemical Health & Safety 29(1):91–97. DOI: https://doi.org/10.1021/acs.chas.1c00036.
Pratama FS, Suhartini. 2019. Analisis Kecacatan Produk dengan Metode Seven Tools dan FTA dengan Mempertimbangkan Nilai Risiko Berdasarkan Metode FMEA. Jurnal Senopati 1(1):41–49. DOI: https://doi.org/10.31284/j.senopati.2019.v1i1.534
Putri DI, Ngatilah Y. 2021. Analisis Kualitas Produk Console Table dengan Menggunakan Metode Fault Tree Analysis (FTA) dan Failure Mode and Effect Analysis (FMEA) di PT. Romi Violeta Sidoarjo. Juminten : Jurnal Manajemen Industri dan Teknologi 2(5): 97-108. DOI: https://doi.org/10.33005/juminten.v2i5.322.
Safariana DN, Santoso I, Setiyawan DT, 2016. Analisis Risiko Operasional Produksi Wedang Pokak dengan Metode Failure Mode and Effect Analysis (FMEA) dan Metode Fault Tree Analysis (FTA). Prosiding Seminar Nasional APTA. Jember 26-27 Oktober.
Sakti AH. 2021. Penggunaan Metode Fault Tree Analysis (FTA) dan Failure Mode Analysis (FMEA) Sebagai Usulan Reduksi Cacat Produk Obat Batuk Komix Peppermint di PT.Bintang Toedjoe. Scientifict Journal of Industrial Engineering 2(1):16–21.
Sejati H, Hum M. 2018. Rekonstruksi Pemeriksaan Perkara di Pengadilan Hubungan Industrial Berbasis Nilai Cepat, Adil, dan Murah (Studi Kasus di Pengadilan Hubungan Industrial pada Pengadilan Negeri Yogyakarta). PT Citra Aditya Bakti. Bandung.
Shafiee M, Enjena E, Kolios A. 2019. an Integrated FTA-FMEA Model for Risk Analysis of Engineering Systems: A Case Study of Subsea Blowout Preventers. Applied Sciences 9(1):1–15. DOI: https://doi.org/10.3390/app9061192.
Sugiyono, Putro WW, Sari SIK. 2018. Ergonomi untuk Pemula: (Prinsip Dasar & Aplikasinya). Brawijaya Press. Malang.
Suhada RS, Rachmat DR. 2012. Usulan Penerapan Metode Six Sigma Dalam Upaya Menurunkan Tingkat Kecacatan Produk MJC1 195ml di P Y.Prosiding SNPPTI.
Suliantoro H, Bakhtiar A, Sembiring JI. 2018. Analisis Penyebab Kecacatan dengan Menggunakan Metode Failure Mode and Effect Analysis (FMEA) dan Metode Fault Tree Analysis (FTA) di PT. Alam Daya Sakti Semarang. Industrial Engineering Online Journal 7(1):1–9. 28.
Surajiyo. Nasruddin. Paleni H. 2020. Penelitian Sumber Daya Manusia, Pengertian, Teori dan Aplikasi (Menggunakan IBM SPSS 22 For Windows). Deepublish. Yogyakarta.
Utami RT, dan Hariastuti NLP. 2016. Analisis Kecacatan Produk Menggunakan Metode FMEA dan FTA pada PT. XXX. Seminar Nasional Sains dan Teknologi Terapan IV. Surabaya, 15 Oktober
Widyaningtyas S. 2021. Analisis Pengendalian Mutu Statistik Kemasan Susu Pasteurisasi. Jurnal Jitmi 4(1): 121-128.











